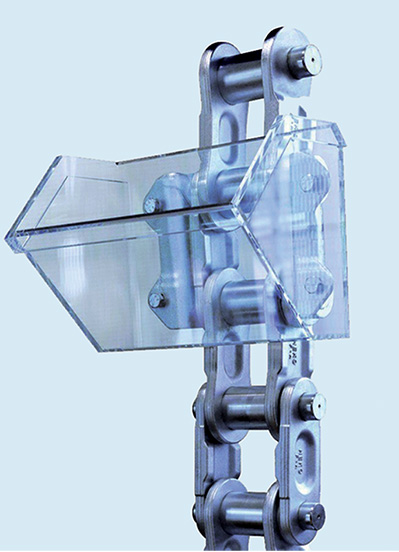
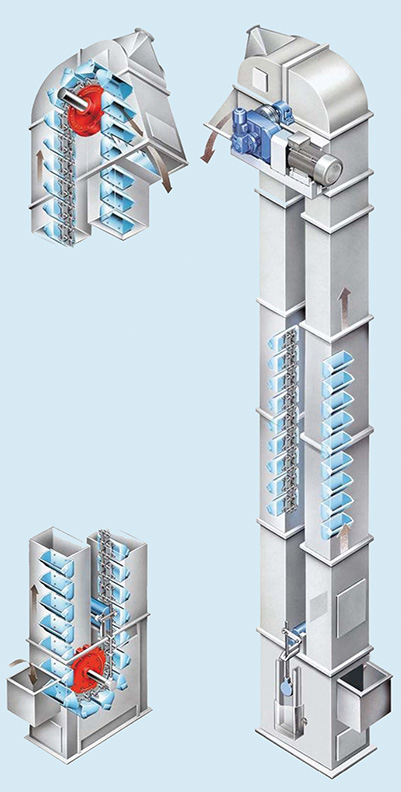
In this system, materials are transported vertically for refining processes, and materials are transferred through elevator buckets connected to chain links. In this system, the direction of lateral forces coincides with the pitch direction of the chain, and the stresses on the chain are at their maximum.
Advantages :
Ease of maintenance
Ease of assembly and replacement of parts
Long service life compared to elevator systems with ring chains
The possibility of increasing the number of buckets without disassembling the chains
Specifications :
Material transfer capacity of more than 3000 m3/h
Height increase up to 90 m
The final strength of the chain is around 400KN to 2450KN